無梭織機的自動找梭口裝置
當織機因緯紗故障而停車時,為了減少擋車工處理停臺時間,降低勞動強度,提高織機0生產效率,無梭織機還安裝有自動找梭口裝置。高檔噴氣織機還配備有緯紗斷頭自動處理系統。
1.自動找梭口裝置
自動找梭口又稱自動尋緯,其功能是當緯紗斷頭后,送緯裝置不送出緯紗,在無緯的條件下,織機仍打一次緯,然后停車于預定位置。與此同時,開口機構立即反轉2~4轉(由微機根據上機品種確定),回至斷緯發生時的梭口。同時,卷取、送經及選色機構亦同步反轉,以確保再次開車時的引緯順序、梭口狀態及織口位置準確無誤。根據不同的上機品種,開車后的第一或第二梭口可不進行引緯,以使織機達到正常轉速,保證消除開車檔。
防開車檔的功能與自動尋緯大致相同,所不同的是其動作發生在斷經之后而非斷緯之后。織機的自動尋緯及防開車檔功能依靠聯動反轉機構及其電路共同完成。
(1)織機的自動尋緯及防開車檔聯動反轉機構?
當織機正常運轉時,如圖11-22所示,主電動機16通過皮帶輪17、18,電磁離合器19及減速箱20,使主軸1轉動,從而帶動各機構動作。當緯紗或經紗斷頭后,在相應電路作用下,尋緯電動機15立即開始工作。由于內離合器2、3的作用,使外軸與內軸脫開,同時主電動機斷電,找緯電動機一方面使開口機構12反轉,綜框反向運動,以保證重新開車時梭口順序的正確,另一方面驅動內軸,使卷取、送經及光電偶合緯紗選擇器相應反轉,以保證織口位置及色緯順序的正確。為了避免多余動作及對經紗的損傷,打緯、引緯及選緯桿均不發生反轉。
由于尋緯電動機內離合器中嚙合牙的不對稱性,嚙合牙僅在作整數圈回轉后,才能在彈簧11的作用下與嚙合牙2重新嚙合。若嚙合后找緯電動機仍在運轉,則撥桿9再次將嚙合牙分開,開口機構繼續作整數圈回轉。由于嚙合牙3回轉一圈所需時間為t0=![]() ,i為找緯電動機至嚙合牙3的傳動比,n為
,i為找緯電動機至嚙合牙3的傳動比,n為
R =![]()
0<t≤t0
t0<t≤2t0
2t0<t≤3t0
3t0<t≤4t0
尋緯電動機通電時間t少于嚙合牙回轉整數圈R所需時間Rt0時,聯動反轉機構在慣性作用下繼續回轉直至嚙合牙重新嚙合為止。找緯電動機通電時間t則有自動找緯及防開車檔電路加以控制。

圖11-22? 織機的聯動反轉機構
1-主軸? 2、3-內離合器? 4、5-齒輪? 6-轉子? 7-凸輪? 8-撥桿? 9-撥叉
10-定位圈? 11-彈簧? 12-開口機構? 13、14-斜齒輪? 15-尋緯電動機
16-主電動機? 17、18-皮帶輪? 19-電磁離合器? 20-減速箱
(2)緯紗自動處理裝置
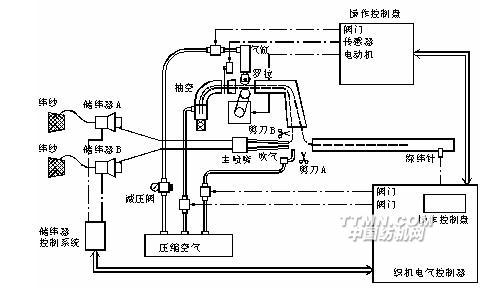
新型高檔噴氣織機上裝備有緯紗自動處理系統。當緯紗在織口內出現故障而造成停車時,織機能自動除去斷緯,然后自動再起動。其主要動作如下:
①在織口內產生緯紗故障;②電磁剪刀A不動作,不剪紗;③儲緯器釋放一根緯紗,并由吹氣噴嘴將緯紗吹入上部的廢紗抽空通道內;④織機定位停車在綜平位置(300°左右);⑤織機反轉到后心位置(180°);⑥上下羅拉夾持緯紗(由傳感器探測);⑦電磁剪刀B動作,剪斷緯紗,并由羅拉拉出斷緯;⑧斷緯測長機構同步對緯紗進行測長;⑨若斷緯被全部拉出,則織機反轉至綜平位置(300°左右),織機再起動,正常運行;⑩若斷緯未被全部拉出,則織機再次定位在后心位置(180°),等待擋車工處理。
緯紗自動處理裝置具有以下特點:
①使用接觸式傳感器,完全可找到斷緯紗等,因此可織造無瑕疵織物;②具備斷紗測長功能;③采用變速電機,可調整斷紗拉出速度;④夾紗羅拉壓力可調,可設定適合于不同紗質的壓力;⑤通過操作控制盤可設定測長、剪刀的同步性;⑥全部緯紗斷
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


